Introduction
Weaving is the interlacing two sets of yarns (warp and weft) to create a woven structure. It is one of the oldest and most important fabric manufacturing methods. In the world of textile manufacturing, the “heartbeat” of a loom is the weft insertion system. The process of placing weft yarns into the warp shed is called weft insertion and it plays a critical role in determining the speed, quality, and efficiency of weaving. In this article I will explain various types of weft insertion system used in weaving.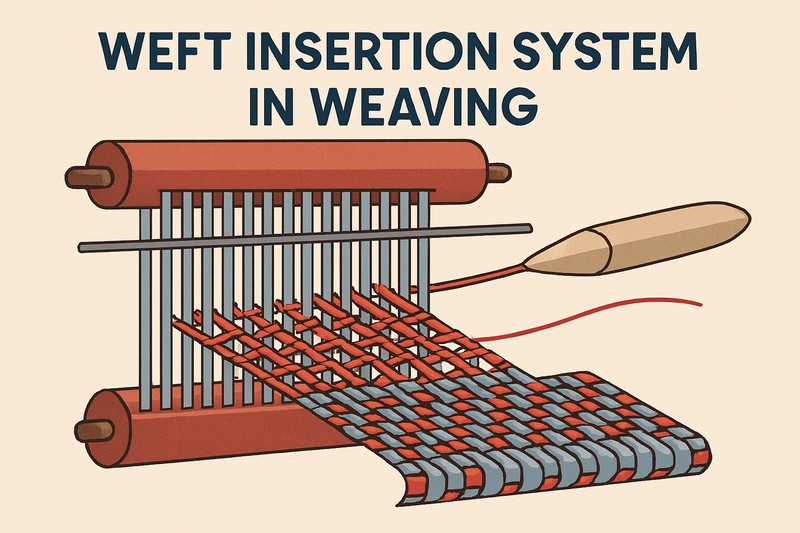
Different Types of Weft Insertion System in Weaving
A. Traditional Shuttle System
Until recent years, fill (weft) insertion was mechanically carried out by the traverse of a shuttle (weft carrier), containing a pre-wound package of fill (pirn), within the shed (warp opening), across the width of the warp sheet (yarn layer) during each picking cycle (insertion event). As a result, materials produced by shuttle weaving (conventional method) have a selvedge (fabric edge) in which the fill turns in a U at the edge of the substrate to return as the next row of fill in the fabric, forming a firm conventional selvedge structure (self-edge). Different filling yarns (weft threads) can be inserted by use of multiple shuttles (several carriers) in a magazine arrangement (sequential loading), allowing color variation and pattern development. Because movement of the shuttle across the substrate is necessary in a shuttle loom (traditional machine), a mechanism for projection (picking) and checking (braking) of the shuttle at both sides of the loom is required for controlled shuttle motion.
The picking stick (shuttle driver) strikes the shuttle to provide the force necessary to accelerate the shuttle to sufficient velocity to rapidly travel across the width of the loom (picking) within a very short time interval. As the shuttle nears the other side of the loom, damping mechanisms (brake systems) slow and ultimately stop the shuttle (checking), so that it is ready for rapid return across the loom width without damaging the shuttle box (holder compartment). The picking and checking action (propulsion and braking) of a conventional loom (traditional machine) requires large amounts of energy, and a high degree of vibration (machine oscillation) is inherent in shuttle systems (conventional methods) due to the heavy reciprocating mass (moving weight). In order to minimize energy consumption and machine vibration and to increase the rate of fill insertion (weft placement), a number of shuttleless systems (modern alternatives) have been developed since the mid-20th century.
Although these systems are not as versatile as shuttle fill insertion (conventional weft placement), the improved efficiency and reduced noise levels of these insertion methods make them quite suitable for less complex weaves and high-speed mass production (rapid manufacturing) in home textiles. Ultimately, shuttleless systems (modern inserters) are expected to be used in the production of 80% of all woven tufting primaries (carpet backings) in modern textile industries.
B. Shuttleless Systems
The shuttleless systems (modern inserters) can be divided into two major categories: mechanical or solid systems (physical carriers) and fluid systems (jet-based methods) based on the method of yarn propulsion (thread movement). Solid systems (physical carriers) include grippers (projectile holders) or rapiers (rods or tapes), while fluid systems (jet methods) use an air jet (pneumatic stream) or water jet (hydraulic stream) as the driving medium. The fill insert methods (weft placement techniques) are presented in below Figure in standard weaving literature. The shuttleless systems (modern alternatives) all insert individual premeasured lengths (cut pieces) of fill yarn (weft thread) for each pick (insertion cycle). Therefore, a fill package (yarn supply) does not have to be carried across the shed, thereby reducing the energy required for fill insertion (weft placement) and increasing loom speed (machine rate).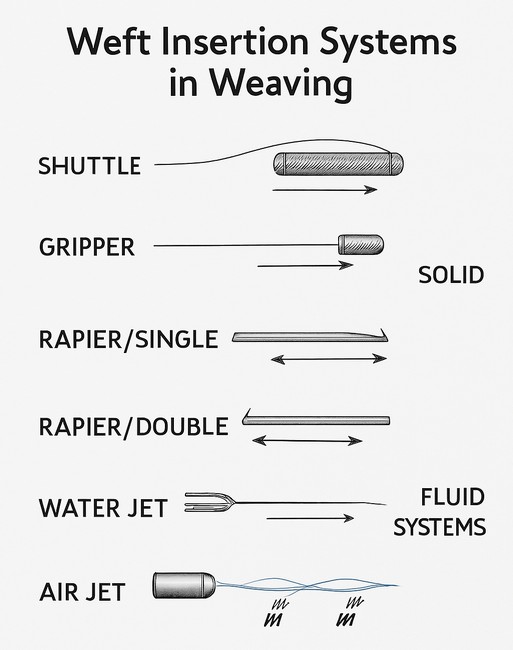
The pre-measured fill (cut weft) is generally introduced from one side of the loom, and a traditional stable selvedge (fabric edge) with the fill yarn turning back on itself is not produced as in shuttle looms (traditional machines). The edge of the textile web (fabric width) produced by the shuttleless systems (modern inserters) is fringed (thread ends) unless additional selvedge devices (edge formers) are used. The fringed selvedge (loose edge) can be reinforced by use of a higher density of warp yarns (lengthwise threads) at the selvedge or by attachments producing tucking-in (edge folding) of the selvedge or a leno selvedge (twisted edge) to improve edge strength and prevent fraying. In shuttleless looms (modern machines), the fill yarn (weft thread) is usually pre-measured (cut to length) and held in place by a vacuum tube (suction holder) or on a storage drum (winding device) prior to insertion to maintain tension control.
C. Gripper System
The gripper system (projectile method) is most closely related to the shuttle system (conventional method) in terms of projectile motion principle (flying object mechanics). The gripper (small carrier) is fired as a projectile (flying device) across the width of the loom, carrying a single length of fill yarn (weft thread) for one pick (cycle). The gripper (carrier) is smaller and lighter than a shuttle (traditional carrier) since it does not need to carry a fill package (yarn supply) or pirn (small bobbin). Multiple grippers (several carriers) are used, and a gripper after insertion of fill yarn is returned by a conveyor system (transport mechanism) across the loom for reuse in the next cycle.
A multiphase gripper system (simultaneous carrier method) is used in a series; each gripper carrying fill yarn is conveyed across that loom in sequence by use of a magnetic or mechanical drive mechanism (propulsion system) to achieve continuous weaving action. This method must use phased shedding (staggered opening) and beat-up motions (fabric pressing) to permit simultaneous movement of several grippers across the face of the loom without collision. Although the velocity of the multiple grippers across the loom is much slower than that of a single gripper, the composite rate of fill insertion (combined weft placement speed) is much faster than more conventional looms due to overlapping insertion cycles (simultaneous operations).
D. Rapier Systems
In the rapier systems (rod or tape methods), the fill yarn (weft thread) is carried across the warp by a single arm (one carrier) or two mechanical ones made of rigid or flexible materials (solid or bendable components). The rapiers (carriers) must be removed from the shed prior to beat-up (fabric pressing) to allow reed movement (comb action). In the single rapier system (one-arm method), the end of the arm contains a clip (yarn holder) to hold the fill yarn that releases the yarn after the fill yarn is completely inserted across the shed width. In the double rapier system (two-arm method), one arm equipped with a clip (giver) conveys the yarn to the middle of the shed, and the taker (receiver) on the other arm simultaneously is inserted from the other side and takes the yarn across the rest of the shed, ensuring precise yarn transfer.
Since rigid rapiers (solid rods) effectively double the width of the loom, flexible rapiers (bendable tapes) that uncoil upon fill insertion have been developed that reduce the loom width and overall space requirement.
E. Fluid Fill Insertion Systems
Fluid fill insertion systems (jet-based methods) do not use a device to carry the fill yarn (weft thread) across the loom mechanically. They operate by impinging sonic velocity (high-speed) water or air jets onto the end of the yarn, which accelerates and carries the yarn across the loom through the open shed. Since water (H₂O) is more cohesive than air (gas) and the energy conferred to the water is not as readily dissipated as the energy conferred to air, the water jet (hydraulic stream) is capable of conveying the fill yarn greater distances than an air jet (pneumatic stream) with comparatively lower air resistance.
The major disadvantage of water jet fill insertion methods (hydraulic systems) is related to the hydrophilic character (water-attracting property) of the water and its ability to dissolve many sizes (protective coatings) and to wet out hydrophilic fibers (absorbent materials) such as cotton or viscose. Therefore, water jets can only be effectively used on hydrophobic fibers (water-repellent materials) such as polyester (synthetic) that are unsized filaments (uncoated threads) or that contain sizing unaffected by water for stable weaving performance.
To enhance the projection distance of air jet systems (pneumatic methods), guides (yarn channels) are mounted across the loom that are inserted through the warp during fill insertion to provide a turbulence-free path (smooth passage) across the loom for smooth yarn travel. Also, booster jets (auxiliary nozzles) are often mounted periodically across the loom and fired sequentially as the fill yarn is inserted to assist in carrying the yarn across the width of the loom at very high production speeds.
Conclusion
Weft insertion system in weaving has evolved from heavy, energy-intensive shuttle methods to advanced high-speed shuttleless technologies. Each system—shuttle, projectile, rapier, air jet, and water jet—has its own advantages depending on yarn type, fabric design, and production requirements.
In modern home textiles manufacturing, selecting the right weft insertion system in weaving is essential for achieving high efficiency, better fabric quality, and competitive production performance.
References
[1] Adanur, S. (2001). Handbook of weaving (2nd ed.). Technomic Publishing.
[2] Moody, V., & Needles, H. L. (2004). Tufted carpet: Textile Fibers, Dyes, Finishes, and Processes. William Andrew Pub.
[3] Zhang, C., Li, H., & Wang, X. (2020). Insertion performance study of an inductive weft insertion system for wide weaving machines. Applied Sciences, 10(12), 4287. https://doi.org/10.3390/app10124287
[4] Luo, S. M., Chen, Y., & Huang, T. (2018). Study of an electromagnetic weft insertion in textile machines. Advanced Materials Research, 591–593, 498–504. https://doi.org/10.4028/www.scientific.net/AMR.591-593.498
[5] He, Y., Zhang, P., & Liu, Q. (2019). Research on electric weft insertion method for the rapier loom. Applied Mechanics and Materials, 249–250, 739–744. https://doi.org/10.4028/www.scientific.net/AMM.249-250.739
[6] Textile Learner. (n.d.). Different weft insertion techniques in weaving. Retrieved February 22, 2026, from https://textilelearner.net/different-weft-insertion-techniques-in-weaving/
[7] Springer. (2022). Advanced weaving technology. Springer. https://link.springer.com/book/10.1007/978-3-030-91515-5
[8] Fibre2Fashion. (n.d.). Weaving machinery. Retrieved February 22, 2026, from https://www.fibre2fashion.com/industry-article/3359/weaving-machinery